PRODUCTS
EQUIPMENT
 > PRODUCTS > EQUIPMENT
> PRODUCTS > EQUIPMENT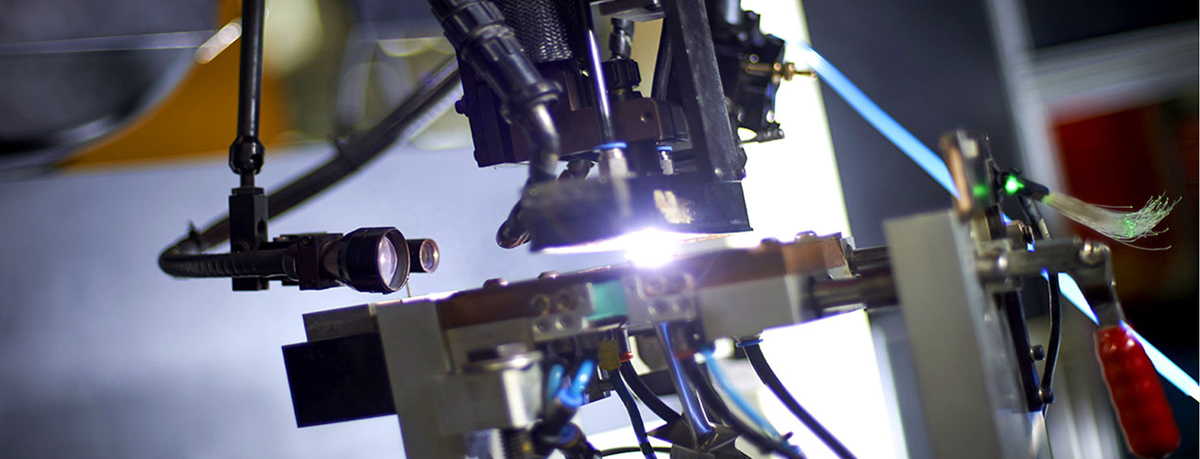
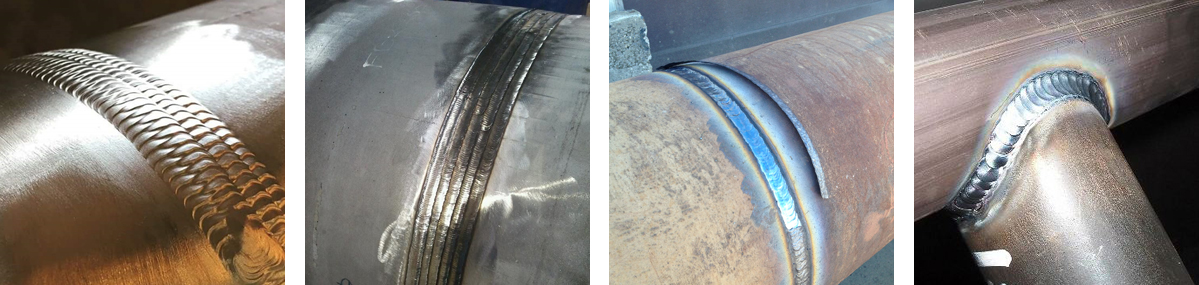
Welding and joining technologies are fundamental to engineering and manufacturing. Without the ability to make strong and durable connections between materials it
would be impossible to produce the many different items we all rely on in our everyday lives – from the very large (buildings, pipelines), to the very small (electronic devices).
Your current manufacturing capability and facility will inevitably have areas of varying efficiency. This may relate to procedures, current process parameters, equipment and fixture set-up, or even the choice of the current process – which may itself not be the optimum choice for your products. A-JIN WELL TECH can help you identify areas for improvement, and put measures in place to you can increase both quality and output.
Whatever we do – whether it’s in our engineering activities, our products or our services – we always strive to meet our clients’ needs and exceed their expectations.
Welding Automation
Automatic welding uses a pre-programmed automatic welding machine, but the parts are actually loaded onto the welding bench (or its equivalent) by an operator, who arranges them and then switches on the welding machine until the weld has been completed. The operator then removes the finished workpiece and repeats the process as many times as necessary.
Automatic welding machine benefits
Automatic welding machines have both their advantages and disadvantages, and as is the case with so many things, a gain in one place is compensated for by a loss in another. Automatic welding machines are much faster than skillful human welders can ever hope to be, and produce decent workmanship despite their greater speed. An automatic welder is roughly eight times faster than a manual welder. These welders do not pause or tire, although they may eventually become overheated and need to be shut down for a time. Since a lot of welding scrap is generated by welder fatigue when a human is wielding the electrode, there will be less wastage over the course of a long work day when automatic welding systems are the main ‘workers.’
Automatic welding machines also provide a high quality weld, since they are totally uniform in their application of the electric arc or other welding tool. The machines are always on the job, unless they happen to break down, and once they have been purchased, they do not need to be paid.
Full or Semi Automatic welding systems come in many shapes and sizes and can be used for a variety of applications from welding pipe to ship building.
Welding Automation For Any Application.
Whether you need a welding positioner, pipe stands or even a custom welding manipulator for your next job, our equipment makes sure your welding application is done right the first time.
Our Best-Selling Products Include:
- Column Boom Welding Manipulator Systems
- Pipe Turning Rolls & Rotators
- Pipe Welding Positioner Options
- Welding Turntables
- Pipeline Welding Equipment
- Vision Seam Tracking Systems
- Welding Monitoring
SEAM WELDING SYSTEMS
Seam welding systems accommodate manufacture of tubes and pipes for a very wide range of material thickness and length. Applications range from the seam welding of small diameter tubes with short length and ultra thin wall thickness for bellows and instrument manufacture, through to large diameter beverage and brewing tanks, and thick wall pressure vessels.

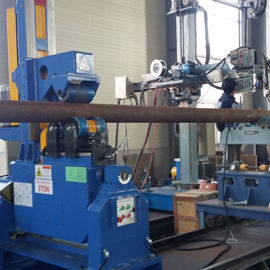
WELDING LATHES
Circumferential lathe type welding systems can accommodate components with diameters up to 1500mm and weights up to 10,000Kgs. Smaller models are ideal for welding components such as Air Cylinders, Valve Assemblies, Catalytic Converters and Hydraulic Actuators. Various control options are possible including PLC, Typically welding process selection would be TIG, plasma and MIG reflecting thicker section weld requirements.
ROBOTIC WELDING
Robotics control the movement of a rotating wrist in space. A description of some of these welding robots are described below: Rectilinear robots move in line in any of three axes (X, Y, Z). In addition to linear movement of the robot along axes there is a wrist attached to the robot to allow rotational movement.

COLUMN AND BOOM WELDING
column and boom manipulators have been designed featuring high quality sub components and stress relieved fabrications that are incorporated into a design, which provides class-leading stability. This design philosophy is carried through to larger heavy-duty models.
All Column and boom manipulators are designed to work with a range of controls. Depending on size and duty, boom motion control may be via a frequency inverter type drive with encoder feedback.
Vision Seam Tracking System
Now, many manufacturers are looking to Weld Seam Tracking systems to precisely control the torch to workpiece relationship during welding; limiting the need for operator input and increasing both weld quality and production rate.
A basic vision seam tracking system, consists of: A software to detect changes in welding torch position, A controller that interprets the signal and outputs a command for movement, and a set of linear actuation slides which support the welding torch and make vertical and horizontal corrections to maintain the ideal welding position.

The Sim tracking system uses the fill value of the image taken by the camera to perform the weld
seam tracking based on multiple points. That point is a profile that exactly matches the geometry
of the weld seam.
A reference point is then created on the point profile and the controller will make any necessary
movements to keep this reference point in the same position relative to the welding torch.
Vision systems have a high resolution allowing them to reliably track both large and small weld
seams.
The system consists of a camera, software, and x-y slider.
Welding work environment allows for individual modification of the software.
Welding Vision Monitoring System
Due to deformation of the product under the influence of the heat during the welding process, it is impossible to detect this deformation by means of tactile searching (gas head, laser or similar sensors).
In case of deformation or incorrect positioning of the product, a deviation will be found by the welding epuipment because the weaving movement will not be carried out exactly in the centre of the weld.
Welding Monitoring offers the tools required for process development, production monitoring, data collection and analysis to support your quality system requirements.

The welding monitoring system calculates the amount of welding current and voltage, determines the difference, and adjusts the welding torch position and welding center while checking the real-time image of the welding image.
Our basic parameters for monitoring:
1.Welding current
2.Welding voltage
3.Welding Torch Position
4.Welding Arc Length
For many relatively simple processes such as welding ferrous metals, controlling the absolute current and voltage limit
values suffices. However, increased monitoring is required for critical bonds, such as certain copper alloy welding and
automatic welding equipment. In this case too, the above basic parameters can be monitored for instance not only within
fixed limits, but also within weld arc pulse waveforms.
Today we are finding more and more customers looking for manufacturing companies that offer a greater spectrum of services.
For customers requiring product design and manufacturing, we offer a complete design-build service.
Our welding is normally performed to ASME Pressure Vessel and Boiler Code Section #9, with certified weld procedures and certified welders.
Our ability to completely manufacture the most complex hardfaced wear parts has separated AJIN WELL TECH as being a truly unique manufacturing company.
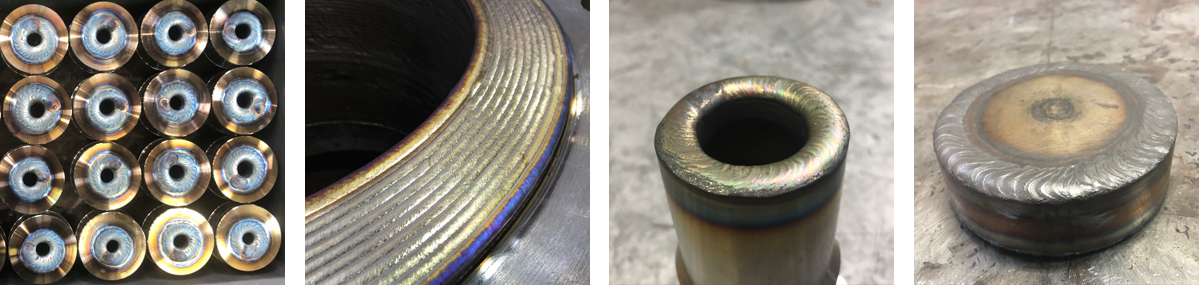
Hardfacing
Hardfacing, as performed at AJIN WELL TECH, is the application of cobalt based alloys to various base materials by a true homogenous welding process.
Hardfacing is commonly used in applications to protect equipment from rapid wear which exists under severe service conditions. Hardfacing, simply described,
allows parts and equipment to last much longer.
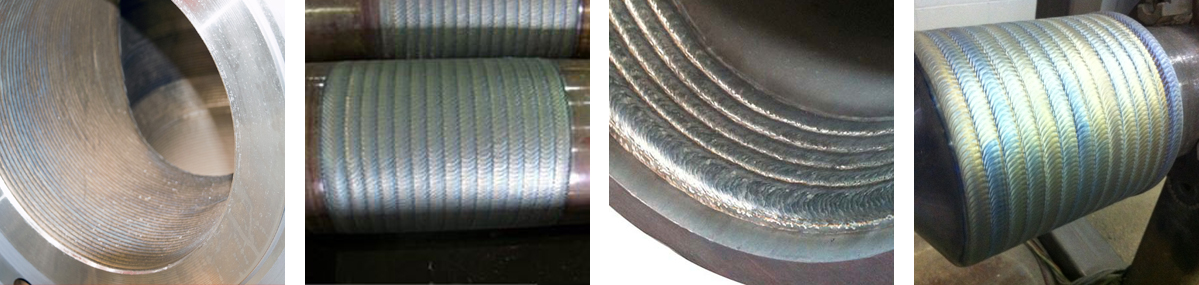
Cladding
The basic principle of cladding is to fuse a corrosion resistant alloy to carbon steel, therefore increasing the asset lifespan, reducing downtime and maintenance costs. The demand for cladded products within the Oil and Gas sector continues to grow, with the specifications requiring extremely high quality and automated cladding technology playing a vital role in meeting the quality requirements.
Pipe Spool
The construction of power plants and petroleum refineries requires intensive piping.
The prefabricated components of a piping system are called pipe spools. They include the pipes, flanges and fittings, and they are mounted during the fabrication before they are delivered to the construction are.